CAE培训班老师建议同学们做模具在形成刀具运动轨迹时不仅仅考虑零件的轮廓边界,而且还须考虑CAM所特有的加工工艺和在工程意义上的一定规则与要求,主要有以下几方面:
①刀具的偏移补偿。对于平面轮廓的加工常用的刀具主要是端刀及R刀,系统在计算刀具运动轨迹时主要考虑的是刀具的半径。具体偏移补偿值的大小则应考虑刀具与其轮廓边界间的位置关系,如图5一17所示,位置关系有三种:TO,ON,PAST(类似于导动与刀具的关系)。
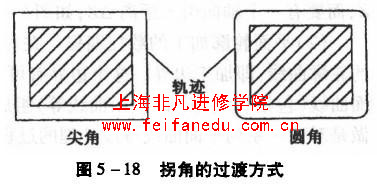
②角过渡的处理。当铣削棱角轮廓时,若刀心的位移量与轮廓边界尺寸相同,则产生刀心的轨迹不连续(对外轮廓)或轨迹干涉(对内轮廓)现象。CAM系统生成此类刀具轮廓时,是用生成一个过渡轨迹来解决这个问题。其方法是采用直线尖角过渡与圆弧过渡等。圆弧过渡从加工形状看与直线尖角过渡效果相同,但其刀具的切削轨迹较短,故在一般情况下应优先采用,如图5一18所示。
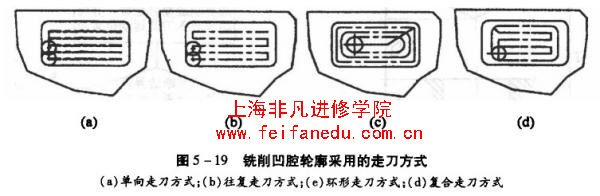
③走刀方式的确定。铣削凹腔轮廓时,常采用的走刀方式如图5一19所示。图5一19(a)为单向走刀方式,其特点是始终能保持逆铣或顺铣的性质,但有抬刀回位的空行程;图5一19(b)为往复走刀方式,其特点是走刀路径短且简单,但有轮廓接刀痕迹;图5一19。为环形走刀方式,其特点是轮廓表面光整,但刀具轨迹计算稍复杂,走刀路径稍长;图5一19(d)为往复+环形的复合走刀方式,即先采用往复走刀方式,最后环形走刀一次,以光整轮廓表面,四种方式以图5一19(d)的效果最佳。
CAE培训班老师建议同学们要注意的是,对于有内岛的凹腔轮廓的刀具轨迹,并不采用以上四种方式,而是以上面四种方法之一为基础,经过优化处理的一种复合形的刀具轨迹。
④抬刀的选择。在确立有内岛的凹腔轮廓刀具轨迹时,应选择刀具是否在区域内抬刀,以避过内岛,这种选择直接影响到刀具运动轨迹的形成。这种抬刀选择在单向走刀方式中也被应用。
⑤刀具的进、退刀。在数控编程时,须规定设计刀具的进刀和退刀路线。其目的有三个:一是使刀具比较安全地接近被加工的工件。二是使加工表面过渡光滑,不留有接刀痕。三是提供加工中刀具补偿功能的过渡段,有些机床不允许在圆弧插补运动中打开机床的刀补功能,因此在圆弧进刀、退刀前后应有相应的直线运动段即过渡段,一般直线的长度应不小于刀具的半径。
据
CAE培训班老师了解,进刀和退刀从方式上主要有以下几种:沿Z轴方向进刀和退刀;沿加工路径的切线方向进刀或退刀;沿与加工路径相切的圆弧进刀或退刀;沿空间某一方向进刀或退刀;沿加工路径的法线方向进刀或退刀。
沿Z轴方向的垂直进刀通常用于钻削、幢削加工,有些也用于铣加工中的半精与精加工中;铣削加工中粗加工常用切线、法线方向或某一定方向线进刀方式;精铣加工中一般采用沿加工路径的切线方向进刀。
本文来源:网络。整理:CAE培训学校。更多资讯【请关注微信号:feifanxueyuan】(版权声明:推送文章和图片我们都会注明作者和来源,除非确实无法确认。部分文章和图片推送时未能与原作者取得联系,若涉及版权,烦请原作者联系小编更正,谢谢。)
 源自名校
源自名校 学院资质
学院资质 专注17年
专注17年 400-616-2336
400-616-2336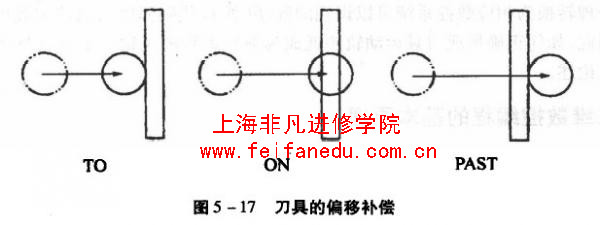













 刘老师
刘老师 返回顶部
返回顶部